Integración CNC con ERP: retos y soluciones
Si los datos de tus máquinas de control numérico se anotan a mano, llegan tarde y mal: así se integran las CNC con Business Central usando dvproduction.

Tus CNC —las máquinas de control numérico— llevan horas trabajando y tú no sabes cuántas piezas han sacado hasta que alguien rellena el parte al final del turno. Los paros los estima el operario de memoria. Y cuando el cliente pregunta por qué su pedido va tarde, la respuesta se reconstruye a base de llamadas.
Ese es el problema que resuelve conectar las máquinas con el ERP. Con la extensión dvproduction sobre Business Central, la máquina reporta sola: cuándo arranca, cuándo para y por qué, qué programa ejecuta y cuántas piezas lleva. Vamos con los frenos reales que se encuentra ese proyecto y cómo se sortean.
¿Qué frena la integración de CNC con el ERP?
Cinco cosas, y solo una es técnica de verdad. El resto son de personas y de arquitectura.
Faltan perfiles que dominen los dos mundos. Hace falta gente que entienda de automatización y CNC, pero también de ERP y de datos. Esos perfiles mixtos escasean, y sin ellos el proyecto se alarga o se queda a medias.
Los procesos manuales están muy arraigados. En muchas pymes metalmecánicas los partes se rellenan a mano desde siempre. Cambiar cómo se registra el dato genera resistencia en operarios y mandos intermedios, y esa resistencia hunde más proyectos que cualquier problema técnico.
La ciberseguridad se complica al unir dos redes. La red de máquinas y la red de gestión han vivido separadas. Conectarlas exige segmentación, cifrado y monitorización desde el diseño, no como parche posterior.
Cada fabricante habla su idioma. Los controladores traen protocolos distintos, a veces cerrados. Conviven PLC (autómatas programables) de varias generaciones, drivers y software propietario. Por eso cada proyecto de integración es distinto.
El dato capturado a mano llega tarde y mal. Tiempos de ciclo, mermas, mantenimientos: si se anotan en papel, se anotan al final del turno y redondeados. Sobre ese dato no se puede decidir nada.
¿Cómo entra el dato de una CNC al ERP?
Por capas. Entenderlo antes de presupuestar el proyecto evita la mayoría de sorpresas.
- Capa de máquina. Cada CNC tiene su controlador con su protocolo nativo. Algunos exponen OPC UA de fábrica; otros necesitan una pasarela que lea del autómata y traduzca.
- Capa de captura. Un equipo industrial junto a la máquina lee las variables de estado (en marcha, parada, alarma, programa activo) y las publica en un servidor centralizado.
- Capa de normalización. Los eventos de máquinas distintas, en formatos distintos, se traducen a un modelo único: identificador de máquina, estado, momento, programa, contador de piezas, código de alarma.
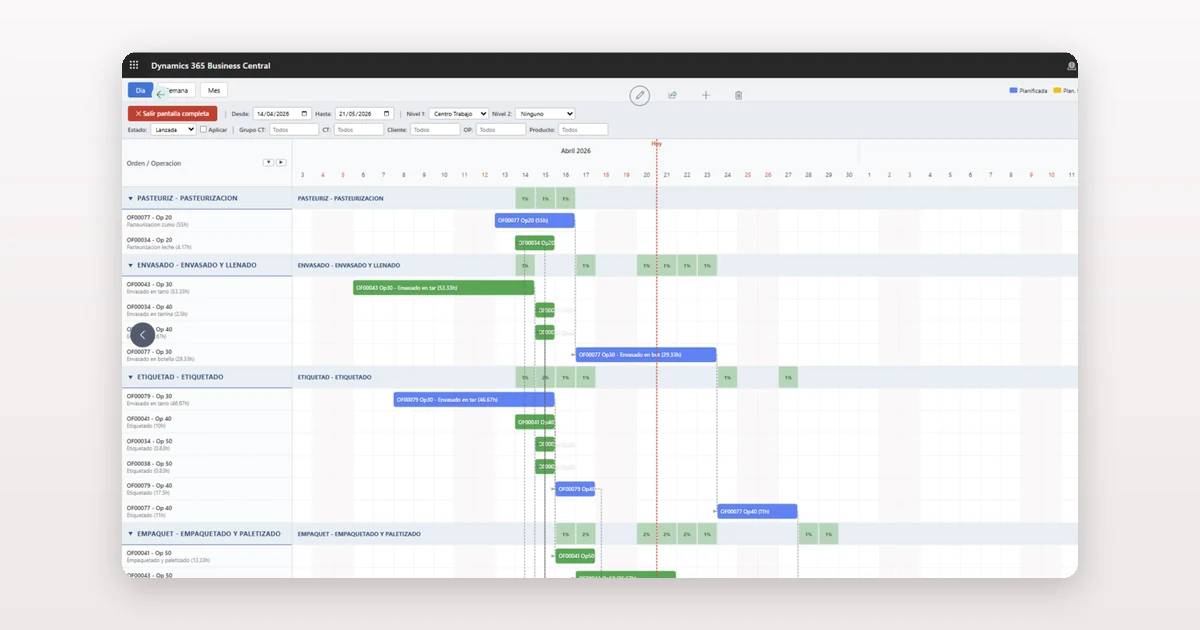
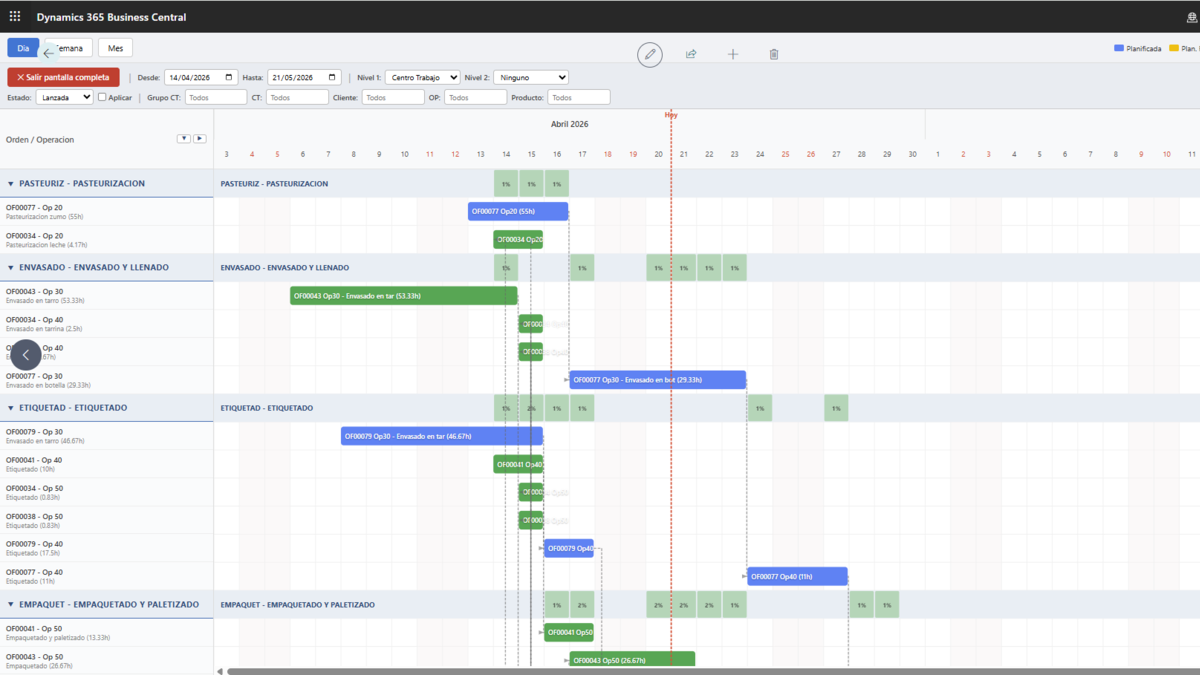
- Capa de ERP. Business Central con dvproduction consume esos eventos, alimenta los partes automáticos y el cálculo de eficiencia, y dispara acciones: cerrar una orden, avisar de un paro prolongado, escalar una alarma crítica.
- Capa de explotación. Sobre lo anterior se montan las pantallas de taller y los cuadros de gestión: eficiencia por turno, ranking de máquinas, coste de la no calidad.
Cuando estas cinco capas están bien separadas, el sistema crece sin reescribirse. Cuando se intenta atajar conectando la CNC directamente al ERP, cambiar una máquina rompe toda la integración.
¿Qué métricas aparecen cuando la captura es automática?
Aparecen las que a mano son imposibles o directamente falsas.
- OEE real por máquina. El OEE (eficiencia global del equipo) combina disponibilidad, rendimiento y calidad. Medido sobre eventos reales en lugar de estimaciones, suele salir bastante por debajo del que se creía: el dato automático recoge paros que nadie reportaba.
- Tiempos de cambio de utillaje. El hueco entre el fin de un programa y el arranque del siguiente. Es una de las palancas más claras de planificación y con captura manual es invisible.
- Motivos de paro. No solo cuánto paró la máquina, sino por qué: avería, falta de material, espera de operario, cambio de programa. Requiere que el operario codifique el paro en el terminal, pero es lo que convierte un número en una decisión.
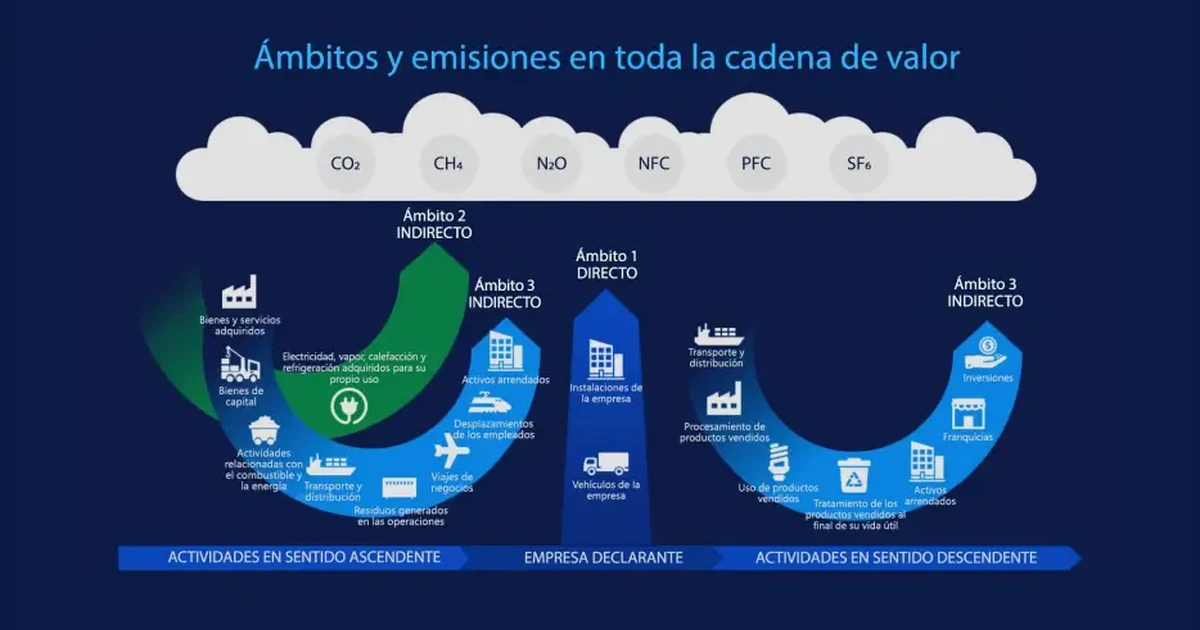
- Consumo energético por orden. Cruzando la lectura de potencia con el tiempo de ejecución sale el coste energético por pieza, cada vez más relevante en el coste industrial.
- Mantenimiento según condición. Horas reales de uso, temperaturas, vibración. Alimentan el mantenimiento con dvgmao para intervenir por estado de la máquina y no solo por calendario.
¿Qué aporta un ERP especializado frente a uno genérico?
Trae hecha la capa industrial que en un ERP genérico hay que construir desde cero. dvproduction se apoya en Microsoft Dynamics 365 Business Central y añade funciones MES (sistema de ejecución de fabricación, la capa que gestiona lo que pasa en planta), trazabilidad, mantenimiento y módulos para fabricación discreta.
En concreto, sobre los cinco frenos de antes:
- Curva de aprendizaje corta. Las pantallas de planta están pensadas para el terminal del taller, no para un puesto de oficina. Se forma por módulos y sobre tareas reales.
- Implantación por fases (diseño, planificación, planta, logística). Los resultados tempranos —menos papel, menos tiempos muertos— son lo que gana a la gente.
- Conectores estándar y seguridad heredada de la plataforma Microsoft, con la red de planta segmentada respecto a la de gestión.
- Tolerancia a la heterogeneidad: convive con marcas y controladores distintos, lo que permite escalar de una planta a varias.
- Captura automática y trazabilidad completa, de la materia prima a la expedición.
Si el control de calidad también se apoya en datos de máquina, encaja conectarlo con dvquality para control de calidad. Y si buena parte de lo que fabricas va contra pedido con series cortas, revisa el enfoque de fabricación por proyecto, que planifica de otra manera.
¿Por dónde se empieza?
Por un piloto de dos o tres máquinas críticas. Nunca por la planta entera.
El piloto valida lo que de verdad importa: que el protocolo de esas máquinas se lee bien, que el operario codifica los paros sin que le estorbe y que el dato que llega al ERP cuadra con la realidad. Con eso resuelto, escalar al resto es repetir un patrón conocido en lugar de descubrir problemas a lo grande.
Puedes ver el alcance completo de la capa de planta en las funcionalidades de dvproduction y resolver dudas concretas de implantación en la FAQ de dvproduction.