Lead time productivo: cómo reducirlo desde Business Central
Prometes tres semanas y entregas en cinco. Cómo descomponer el lead time de tu planta y atacar primero las esperas —no las máquinas— con dvproduction sobre Business Central.
Un cliente pregunta cuánto tardas y el comercial responde “tres semanas”. Cuando el pedido entra en planificación, resulta que ese tipo de producto lleva de media cinco semanas, con desviaciones de más de una. La promesa era imposible desde el minuto cero — pero nadie lo sabía, porque el plazo real nunca se ha puesto delante de quien vende.
Es la escena más repetida en las pymes industriales, y sale cara: entregas tarde, el cliente pierde confianza y el comercial acaba prometiendo con miedo. Lo llamativo es que casi nunca es un problema de máquinas lentas.
Cuando se mide el plazo por dentro, aparece siempre lo mismo: la mayor parte no es trabajo, es espera. Y eso cambia por completo dónde hay que actuar. Este post explica de qué está hecho tu lead time, cómo medirlo de verdad con dvproduction sobre Business Central y qué palancas tocar primero.
¿De qué está hecho realmente el lead time?
De cinco tramos, entre que la orden se lanza al taller y el producto está listo:
- Cola inicial: la orden esperando a que la primera máquina la coja.
- Cambio de máquina: la preparación antes de empezar el lote.
- Ciclo: el tiempo real de transformar el producto. El único trabajo productivo puro.
- Espera entre operaciones: el lote ya terminado en la máquina A esperando a que B se libere.
- Inspección y transporte entre etapas.
Al medirlo en una planta media, el reparto suele quedar así:
- Cola + espera: 55-75%
- Cambio de máquina: 8-15%
- Ciclo real: 8-20%
- Inspección y transporte: 5-12%
Léelo otra vez: el trabajo de verdad es menos de la quinta parte del plazo. Si compras una máquina un 20% más rápida, estás acelerando el 15% del problema. Por eso tantos proyectos de mejora de plazos acaban sin mover la aguja.
¿Por qué casi nadie mide el plazo por tramos?
Porque el ERP de base solo guarda cuándo empezó y cuándo acabó la orden completa. Ese único número dice que tardas 19 días, pero no dice dónde se van esos 19 días, así que no se puede actuar sobre él.
A partir de ahí pasan dos cosas previsibles. El responsable de producción decide de memoria cuál es el cuello de botella —y se equivoca más veces de las que admitiríamos—. Y el comercial promete plazos de oídas; cuando se incumplen, la culpa cae en planta sin que nadie haya diagnosticado nada.
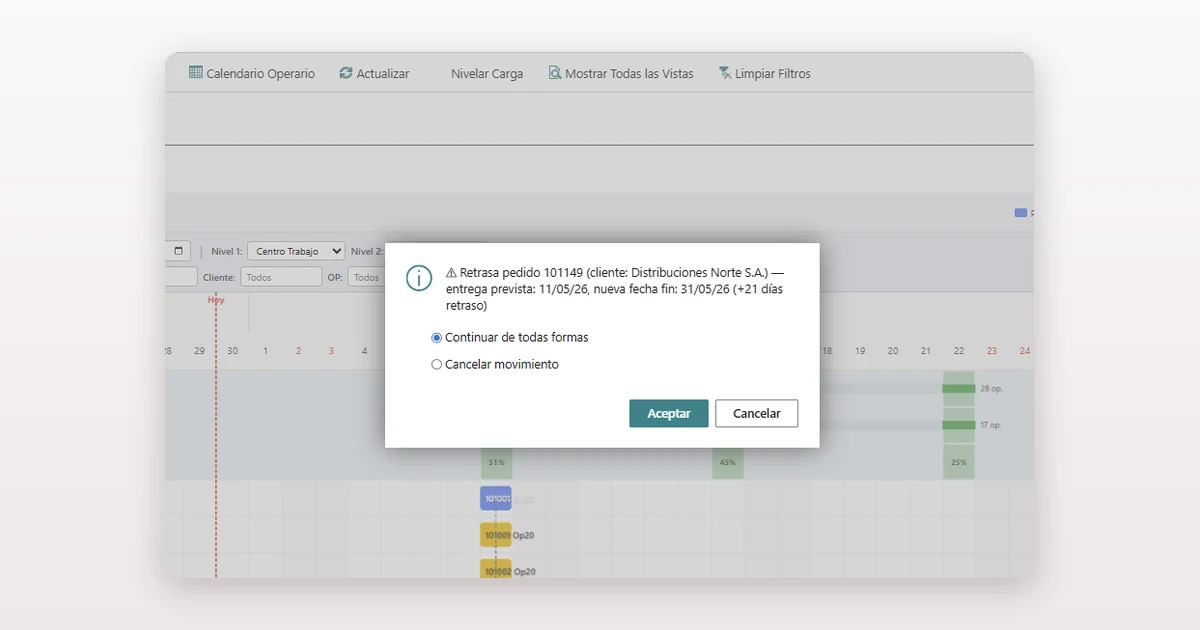
La consecuencia se ve antes en el cliente que en el informe: pedidos que hay que reprogramar y avisar.
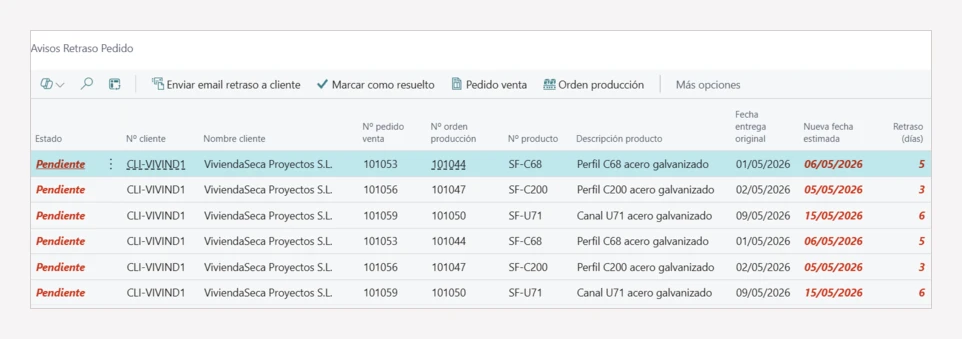
Avisos de retraso sobre pedidos reales: fecha comprometida, nueva fecha estimada y días de desvío, con la orden de producción que lo provoca al lado. Cuando esta lista deja de ser una sorpresa de última hora, el plazo ya se está gestionando.
¿Cómo se mide el lead time de verdad?
Capturando el paso de cada operación, no solo el principio y el final de la orden. El control de planta de dvproduction registra tres marcas:
- Inicio y fin de cada operación — el operario marca cuándo empieza y cuándo termina. De ahí sale el ciclo real.
- Entrada y salida del punto de espera — cuándo el producto sale de una operación y cuándo lo recoge la siguiente. De ahí sale la espera entre operaciones, que es donde suele estar el problema.
- Lanzamiento de la orden frente a arranque de la primera operación — de ahí sale la cola inicial.
Con esas tres marcas el sistema calcula solo el lead time de cada orden, su desglose en los cinco tramos, la media y la variabilidad por familia, y qué operación concentra más cola. Ahí deja de haber debate: el cuello de botella aparece señalado con datos.
Y ojo con la variabilidad, porque se ignora demasiado: 14 días con desviación de 8 es peor para tu cliente que 16 días con desviación de 2. En el primer caso no puede planificar; en el segundo, sí.
¿Qué palancas tocar primero?
Por orden de retorno, no de vistosidad.
Rápidas (1-3 meses, sin apenas inversión). Aquí está el grueso del ahorro:
- Bajar el tamaño de lote. Menos espera al final del lote y colas más cortas detrás. Requiere haber reducido antes el tiempo de cambio de máquina — lo contamos en el proyecto SMED de cambio de molde, porque si no, los cambios extra se comen lo ganado.
- Respetar el orden de entrada. Cada urgencia colada rompe el flujo: obliga a cambios adicionales y descoloca lotes que ya esperaban. Si las urgencias pasan del 15-20% del volumen, el problema es de planificación, no de planta. Simular el impacto antes de aceptarlas es justo lo que resuelve dvplanner.
- Quitar inspecciones intermedias que ya no aportan. Muchas son herencia de un problema resuelto hace años. Racionalizar el plan de control suele liberar un 10-20% del plazo sin gastar un euro — eso sí, decidiéndolo con criterio de calidad, no por las bravas: el punto de control se elimina cuando el proceso previo demuestra ser estable, algo que se ve en el histórico de control de calidad con dvquality.
- Juntar operaciones separadas por transporte largo. Si A está en una punta de la nave y B en la otra, el traslado y su espera pueden ser horas.
Medias (3-9 meses). Equilibrar la capacidad entre etapas para que el cuello no acumule cola, y bajar los colchones de material que se inflaron “por si acaso” — esto último solo después de estabilizar el flujo, nunca antes.
Lentas (9-24 meses, inversión alta). Rediseñar el layout en células, sustituir la máquina cuello de botella o automatizar el transporte interno. Son las que más se lucen ante el consejo y las que peor retorno dan si no has agotado las anteriores.
¿Cuánto se puede reducir? Un caso real
Pyme metalmecánica de 35 empleados que fabrica bajo pedido, unas 600 órdenes al mes. Partía de 19 días de media con desviación de 7, contra un compromiso comercial de 21 días que solo cumplía el 68% de las veces: uno de cada tres pedidos llegaba tarde.
En ocho meses hicieron cinco cosas: capturar el flujo por operación para ver el desglose, reducir un 55% el tiempo de cambio en las cuatro máquinas más cargadas, bajar un 40% el lote medio en las familias de más mix, eliminar dos inspecciones intermedias redundantes y llevar las urgencias coladas al comité semanal para que se vieran.
El resultado: media de 11 días (-42%), desviación de 3 días (-57%), material en curso un 38% más bajo y un 92% de cumplimiento sobre un compromiso nuevo de 14 días. Lo que más cambió no fue la planta: fue que el comercial pasó a ofrecer 14 días con tranquilidad donde antes ofrecía 21 con miedo.
¿Por qué fallan estos proyectos?
Por cinco motivos, casi siempre los mismos:
- Acelerar máquinas sin tocar las colas. La máquina iba bien; el problema era la espera de al lado.
- No enseñarle el plazo real al comercial. Si sigue prometiendo de memoria, la planta nunca va a poder cumplir.
- Aceptar urgencias sin contar lo que cuestan. Cada una roba plazo a otros pedidos. Cuando eso se ve en una pantalla, la disciplina cambia sola.
- Reducir el lote sin haber reducido antes el cambio de máquina. Así el plazo empeora en vez de mejorar.
- Dejar que la medición se relaje. A los seis meses la captura se afloja, el dato pierde calidad y el plazo se degrada en silencio.
Si fabricas bajo pedido y cada trabajo es distinto, el plazo se persigue por proyecto en lugar de por familia: lo tienes desarrollado en fabricación por proyecto. Y si lo que quieres es entender cómo encaja todo esto con tu ERP actual, lo respondemos en las preguntas frecuentes sobre fabricación industrial.